- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

CNC-leikkauskoneen huolto ja puhdistus loma-aikoina.
1. Palauta jokainen akseli alkuperäiseen pisteeseen, tee ohjaimen ohjelmistosta varmuuskopio ja laita pakattu paketti USB-muistitikulle tai tietokoneeseen.
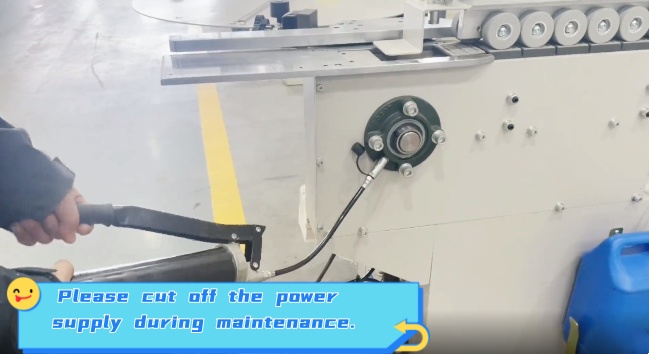
2. Puhdista pöly ja epäpuhtaudet koneen pöydältä, pöytälevyltä, vetoketjulta, johtoruuvilta, telineestä ja ohjauskiskosta kaasulla, harjaa sitten teline ja ohjauskisko voiteluöljyllä (konetyökalun ohjauskiskoöljy ISO VG-32~ 68 käytetään, ja voita on kielletty) varmistaakseen, että kunkin akselin ohjauskiskossa ja telineessä on öljyä, ja tyhjentää vesi pedissä olevasta öljy-vesi-erottimesta.
3. Puhdista porauslaitteen pinnalla olevat epäpuhtaudet kaasulla. Numeerisen ohjausporakoneen vaihdelaatikko on täytettävä täyttöaukon voiteluöljyllä: 5cc Krupp L32N voitelurasva.
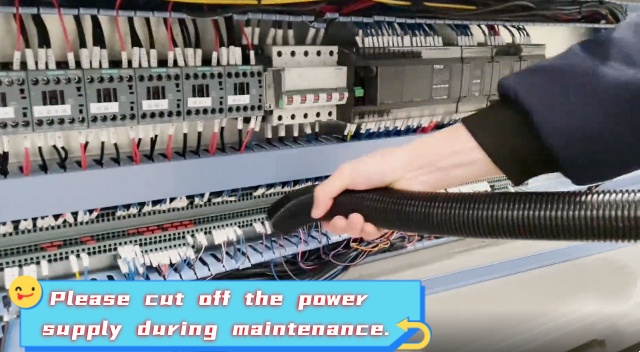
4. Katkaise jakokotelon virransyöttö ja puhdista jakokotelon pöly imuroimalla (huomaa: älä puhalla suoraan kaasulla, pölyn nostaminen heikentää elektronisten komponenttien kosketusta). Laita kuivausaine kaappiin puhdistuksen jälkeen.
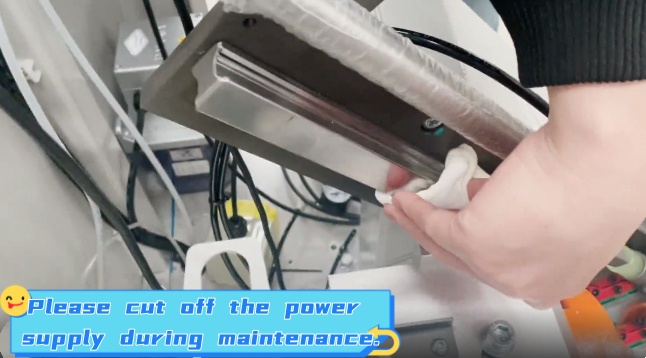
5. Puhdista ja huolla karan ja työkalun kahvan reuna kaasulla; Puhdista kapenevan reiän pinta liitoskohdassa pehmeällä ja puhtaalla rievulla. Puhdista ja huolla työkalun kahvan kartiomainen pinta huolellisesti rasvanpoistoaineella ja levitä voiteluainetta puhdistuksen jälkeen.
6, tyhjiöpumppu tyhjiöpumppu poista suodatinelementti puhaltamalla puhtaaksi. Tarkista grafiittilevyn korkeus kerran. VTLF250,360 saa olla vähintään 41 mm ja VTLF500 vähintään 60 mm. Täytä Krupp AMBLYGON TA-15/2 voitelurasva 10cc:llä.
7. Kun koko kone on puhdistettu ja huollettu, laitteet on käärittävä asianmukaisesti smokkiin putoavan tuhkan estämiseksi.